- Start
- › Kunskapsbanken
- › Regler och standarder
- › Produktområden och applikationer
- › Byggprodukter
- › Krav på svetsning i EN 1090-2 '
Krav på svetsning i EN 1090-2
Medlemmar i Svetskommissionen kan ladda ner en översikt över Krav på svetsarbeten i olika utförandeklasser (EXC) enligt SS-EN 1090-2 samt 1090-3 pdf, 124 kB. (lösenord).
Kvalitetssäkring för svetsning av byggprodukter sker i huvudsak enligt normala krav för svetsning som beskrivs av ISO 3834. Som för andra produktområden beskrivs några särskilda tilläggskrav för svetsning som är specifika för produkten i produktstandarder. För svetsade byggprodukter beskrivs dessa särskilda krav i EN 1090-2 och omfattar krav på:
- kvalificeringsmetoder för svetsprocedurer
- nivå på teknisk kunskap för tillsyn vid svetsning
- kvalitetsnivåer för svetsar
- provningsomfattning
Krav för CE-märkning
För CE-märkning av svetsade bärverk i stål återfinns de särskilda kraven för svetsning avsnitt 7 i EN 1090-2. Detta avsnitt tar upp nedanstående aktiviteter.
- Allmänt om kvalitetssystem och utförandeklasser
- Svetsplan
- Svetsmetoder
- Kvalificering av svetsprocedurer
- Kvalificering av svetspersonal (svetsare, operatörer, tillsyn etc)
- Svetsutförande
- Acceptanskrav
- Provningsomfattning
- Svetsning av rostfritt
- Montage
Dessutom anges krav på provningsomfattning i avsnitt 12.4
Allmänt om kvalitetssystem och utförandeklasser
Enligt EN 1090-2 avsnitt 7.1 ska svetsning ske enligt kraven i respektive del av ISO 3834 i förhållande till utförandeklass (EXC = Execution class) enligt:
- Utförandeklass 1 (EXC 1): Del 4 Grundläggande kvalitetskrav
- Utförandeklass 2 (EXC 2): Del 3 Normala kvalitetskrav
- Utförandeklass 3 och 4: (EXC 3 & 4): Del 2 Omfattande kvalitetskrav
Dessutom hänvisas till krav och rekommendationer i EN 1011-serien där del 1 bl.a. anger beräkning av sträckenergi, och del 2 bl.a. anger beräkning av förhöjd arbetstemperatur och avsvalningshastighetEN 1011-2. För del 3, som omfattar rekommendationer för svetsning av rostfritt stål, finns några tillägg i EN 1090-2 avsnitt 7.7 (se nedan).
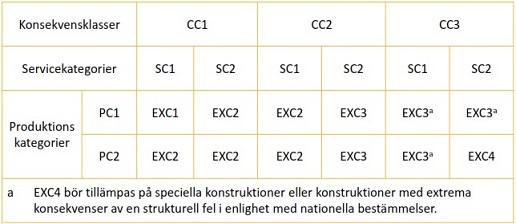
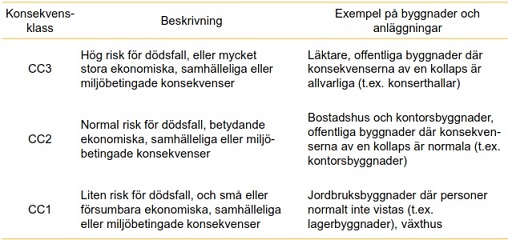
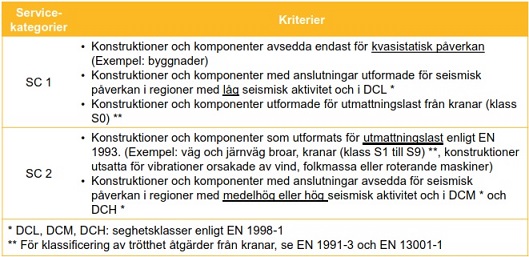
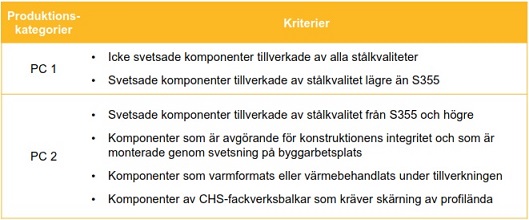
Rekommendationer för utförandeklasserrna beskrivs av första tabellen nedan. Rekommendationer för service- och produktionskategorier, respektive konsekvensklass enligt Eurokod beskrivs av de därefter följande tre tabellerna. Produkter som inte har en bärande funktion brukar placeras i EXC 1.
Tabell - Rekommendationer för utförandeklasser enligt Eurocode 3, bilaga C (tidigare i EN 1090-2, Tabell B.3)
Tabell - Grundläggande dimensioneringsregler för bärverk enligt EN 1990 Eurokod
Tabell - Rekommendationer för servicekategorier enligt Eurokod 3, bilaga C (tidigare i EN 1090-2, Tabell B.1)
Tabell - Rekommendationer för produktionskategorier enligt Eurokod 3, bilaga C (tidigare i EN 1090-2, tabell B.2)
Svetsplan
En 1090-2 avsnitt 7.2 anger att svetsplan ska fastställas som en del av produktionsplaneringen enligt ISO 3834, och anger också vilka punkter som denna svetsplan ska ta upp. Sammanfattningsvis:
- svetsdatablad inkl. uppgifter om tillsatsmaterial, förhöjd arbetstemperatur, mellansträngstemperatur, värmebehandling efter svetsning;
- åtgärder mot deformationer under och efter svetsning;
- svetsföljd och eventuella begränsningar eller angivna ställen för start och stopp, inklusive mellanliggande start och stopp;
- krav på mellanliggande kontroll;
- eventuell vridning av arbetsstycke kopplat till svetsföljd;
- uppgifter om eventuella begränsningar som skall tillämpas;
- åtgärder som skall vidtas för att undvika skiktbristning;
- särskild hanteringsutrustning för tillsatsmaterial (för att hålla låg vätenivå, torkning etc.);
- svetsgeometri och ytfinish för rostfritt stål;
- acceptanskrav enligt EN 1090-2 avsnitt 7.6;
- korsreferens till kontrollplan enligt EN 1090-2 avsnitt 12.4;
- krav på identifiering (för spårbarhet) av svetsar;
- krav för ytbehandling enligt EN 1090-2 avsnitt 10.
Dessutom anges att om svetsar täcks av efterföljande montering ska svetsplanen ta upp hur kontroll av dessa svetsar säkerställs.
ANMÄRKNING Svetsplan refereras till i t.ex. EN 1090 och 15085, att man behöver fastställa. Det är meningslöst med en svetsplan som endast återger svetsdatabladet. Det är mycket olika tillämpning i verkstadsindustrin. En del kopierar svetsdatabladet utan ytterligare info. En del använder svetsplanen för att beskriva svetsningen för en hel produkt där man knyter ihop, numrerade, svetsar med svetsdatablad (WPSer), uppgifter på ritning etc. En del använder kontrollplanen för detta, att markera upp och numrera svetsarna för en produkt. En del använder svetsplanen som en förklaring till ritningen. Gruppen anser enhälligt att svetsdatabladet är instruktionen till svetsaren, oavsett vad som beskrivs i eventuell svetsplan och kontrollplan. Det framgår också av ISO 3834-2, avsnitt 10.4. I EN 1090-2 avsnitt 7.2.2 anges vad svetsplanen ska innehålla. Dels ska man tydligen upprepa det som står i WPSen om tillsatsmaterial, eventuell förhöjd arbetstemperatur, mellansträngstemperatur och eventuell värmebehandling efter svetsning. Dels ska man t.ex. ange åtgärder för att förhindra deformationer, svetsföljd och godtagbara start och stoppställen, fixturering, krav på förbehandling inför ytbehandling. Diskuterade problematiken att dokumentation, t.ex. WPSer, granskas flera gånger. Om detaljen ska ytbehandlas efter ska enligt EN 1090 förbehandlingsgraden bedömmas enligt EN ISO 8501-3. Detta måste svetsaren kunna utföra om detta inte sker av en kontrollant. Konstaterade att vi inte bör vägleda om något specifikt förfarande för detta. Däremot kan vi presentera något/några exempel. Konstaterade också att det är onödigt (fel) att återge WPSen in svetsplanen, och att svetsplanen kan vara flera dokument (ha bilagor).
Svetsmetoder
EN 1090-2 omfattar ett stort antal svetsmetoder, bl.a. följande (numrerade enligt ISO 4063): 111, 114, 121, 122, 123, 124, 125, 131, 135, 136, 138 (står 137, men finns ej), 141, 21, 22, 23, 24, 42, 52, 783, 784.
Kvalificering av svetsprocedurer
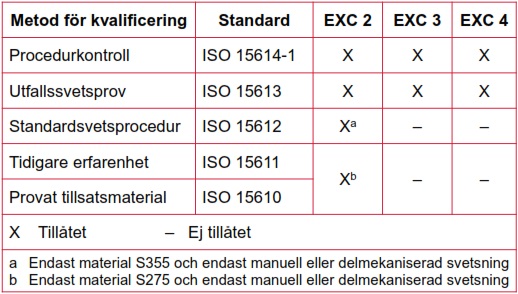
Svetsprocedurer ska enligt EN 1090-2 kvalificeras enligt någon av kvalificeringsmetoderna enligt tabellen nedan beroende på utförandeklass (EXC). Vägledningar för hur kvalificering sker genom standardsvetsprocedur respektive provat tillsatsmaterial finns i Verktygslådan för svetsansvariga.
Viktigt att notera är att det inte finns något krav på oberoende granskare för svetsning av byggprodukter. Tillverkaren kan alltså utföra kvalificeringen i egen regi, se vidare information om granskare.
Viktigt att också notera är att det är tillverkaren som ansvarar för att svetsdatabladet (WPSen) är är anpassat till tillverkningen. Tillverkaren tar alltså alltid fram pWPSen. Dessutom ska WPSen vara försedd med tillverkarens namn.
Kvalificering av svetspersonal (svetsare, operatörer, tillsyn etc)
Svetsare kvalificeras enligt ISO 9606-1 (fd EN 287-1). Operatörer kvalificeras enligt ISO 14732 (fd EN 1418). Hänvisningarna i EN 1090-2 (nuvarande utgåva) är till EN 287-1 respektive EN 1418, men dessa referenser är odaterade, varför det inte är några problem att tillämpa de senaste utgåvorna* efter att ha gjort en notering om detta i kvalitetssystemets rutin för kvalificering av svetsare och operatörer. Detta görs på enkelt sätt genom att tillverkaren kort konstaterar att den nya utgåvan "är tekniskt ekvivalent med tidigare utgåva i förhållande till syftet att verifiera svetsarens (operatörens) förmåga att producera svetsar med godtagbar kvalitet".
*ANMÄRKNING Dessutom finns standarderna för svetsarprövning och operatörsprövning inte upptagna i Official Journal för CPR.
Viktigt att notera är att det inte finns något krav på oberoende granskare för svetsning av byggprodukter. Tillverkaren kan alltså utföra kvalificeringen i egen regi, se vidare information om granskare.
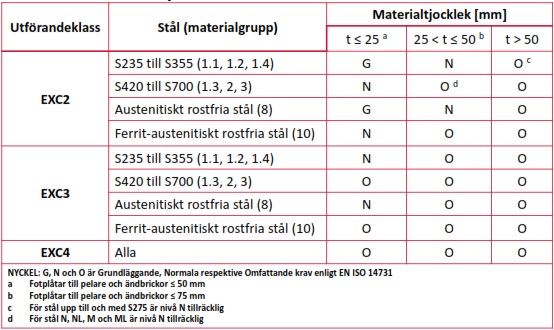
Personal för tillsyn vid svetsning ska ha teknisk kunskap enligt ISO 14731 och nivå enligt tabellerna 14 och 15 i EN 1090-2, vilka kondencerats i tabellen nedan.
En vägledning för tillsyn vid svetsning finns i Verktygslådan för svetsansvariga.
Viktigt att notera att tillsyn vid svetsning är en aktivitet som tillverkaren ansvarar för att besätta med personal (en eller flera personer) med samlad teknisk kunskap som uppnår nivå enligt tabellen. Den svenska översättningen är tyvärr felaktig då den antyder kravet för en enskild person.
Svetsutförande
EN 1090-2 avsnitt 7.5.2 innehåller tilläggskrav på hantering av belagda elektroder. Vanligtvis utformas en elektrodhanteringsrutin efter tillverarens rekommendationer. Denna bör dock stämmas av med tabell 16 i EN 1090-2.
Acceptanskrav
EN 1090-2 avsnitt 7.6 anger att diskontinuiteter och formavvikelser bedöms enligt ISO 5817, med undantag för "Felaktig fattningskant" (505) och "Mikrobindfel" (401) som inte skall beaktas. Acceptanskrav anges i förhållande till utförandeklass (EXC) enligt följande:
- Utförandeklass 1 (EXC 1): kvalitetsnivå D;
- Utförandeklass 2 (EXC 2): generellt kvalitetsnivå C, förutom kvalitetsnivå D för "Smältdike" (5011, 5012), "Överrinning" (506), "Brännmärken" (601) och "Kraterspricka" (2025);
- Utförandeklass 3 (EXC 3): kvalitetsnivå B;
- Utförandeklass 4 (EXC 4): kvalitetsnivå B+, som är kvalitetsnivå ISO 5817-B med de ytterligare några enkla tilläggskrav som anges i tabell 17 i EN 1090-2
Provningsomfattning (OFP)
EN 1090-2 avsnitt 12.4 anger krav på provningsomfattning för oförstörande provning, OFP, före, under och efter svetsning.
OFP-metoder skall väljas i enlighet med ISO 17635 (fd EN 12062) av personal som kvalificerats enligt ISO 9712 (fd EN 473) nivå 3. Generellt provas stumsvetsar med UT eller RT och kälsvetsar med PT eller MT.
OFP, med undantag för syning (VT), ska utföras av personal som kvalificeras enligt ISO 9712 (fd EN 473) nivå 2.
Hänvisningarna i EN 1090-2 (nuvarande utgåva) är till EN 12062 respektive EN 473 varför en avvikelse behöver skrivas i kvalitetssystemets rutin för kvalificering av OFP-personal. Detta görs på enkelt sätt genom att tillverkaren kort konstaterar att den nya utgåvan "är tekniskt ekvivalent med tidigare utgåva i förhållande till syftet att verifiera operatörens förmåga att kontrollera svetsar med godtagbar säkerhet".
EN 1090-2 tabell 24 anger omfattning på tilläggsprovning som ska utföras i förhållande till utförandeklass (EXC).
Montage
Kraven i EN 1090-2 omfattar även montage. men certifiering krävs ej för montage. Den tvingande certifieringen mot EN 1090-1 avser endast tillverkare som ämnar sätta byggprodukter på marknaden, alltså i princip en märkningsrätt för CE-märkning av produkt i syfte att skapa rörlighet för produkten på den europeiska marknaden (jmf PED).
Då en produkt är CE-märkt har ju tillverkaren ansvaret och "kontrolleras" av en revisor från certifieringsorgan, t.ex. att det finns svetsdatablad (WPS) för det som svetsas. Sen ska ju byggherren göra en ankomstkontroll av deklarationen.
Men sen är det inte lika självklart hur motsvarande kontrolleras vid monteringen, t.ex. hur det kontrolleras att svetsdatablad (WPS) används vid montaget och att den är korrekt.
Enligt Plan- och bygglagen, 10 kap. Genomförandet av bygg-, rivnings- och markåtgärder https://www.riksdagen.se/sv/dokument-lagar/dokument/svensk-forfattningssamling/plan--och-bygglag-2010900_sfs-2010-900 ska byggherren med hjälp av kontrollansvarig(a) se till att det finns en kontrollplan innan byggnadsnämnden ger startbesked. De kontrollansvariga har alltså ansvaret att se till att alla gällande lagar och regler följs genom kontrollplanen.
Alltså, byggherren bär ansvaret för alla sina underentreprenörer där den faktiska kontrollen utförs av den/de kontrollansvariga.
Noterar att det finns ett stort kompetensbehov hos kontrollansvariga avseende svetsning i almänhet och svetsmontage i synnerhet, och att detta tas på allvar av alla parter.
För att få bättre efterlevnad av regelverket är rekommendationen att, om man inte anlitar det 1090-certifierade företaget även för montaget, väljer ett företag som kan visa att man följer ISO 3834, t.ex. genom ett certifikat. Eller i andra hand att man för montaget anlitar ett annat företag med 1090-certifikat för CE-märkning. Men revisionen av det företaget har ju inte nödvändigtvis täckt det underlag som används vid montage.
